Szűcs Miklós: Korszerű vasútialj-gyártási technológiák
A vasúti betonaljak gyártására vonatkozó szabadalom Leonhard Molltól származik még 1937-ből. Ha az akkori vasútialj-gyártási technológiát összehasonlítjuk a mai modern, nagy sebességű, informatikával teleszőtt világgal, aligha csoda, hogy a követelmények azóta jelentősen megváltoztak. Úgy tűnhet, hogy egy olyan egyszerű termék, mint a vasúti alj gyártása nem nagy kihívás, de a valóságban igen összetett gyártórendszerek hozzák létre évente a legyártott aljak millióit. A gyártási eljárások áttekintése és a gyártható mennyiségek egy gyártósorra számított éves mennyisége az 1. ábrán látható.
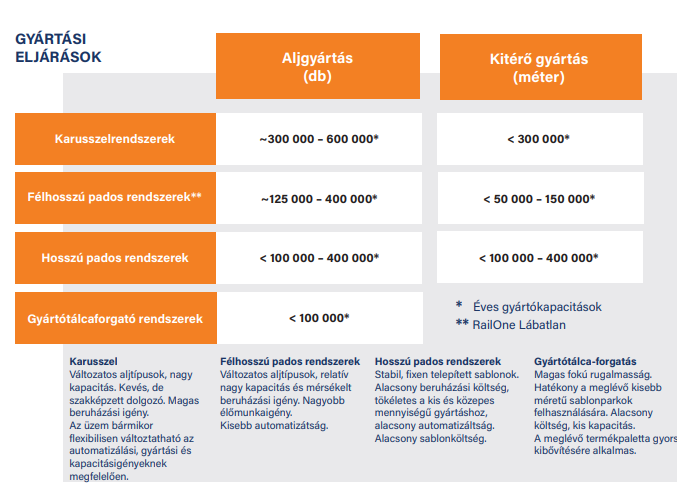
1. ábra - Vasútialj-gyártási eljárások és kapacítások áttekintése egy gyártóhelyre
A betonalj gyártása az alapanyagok (beton, feszítőhuzal, szerelvények, adalékszerek) kimérésével és pontos adagolásával kezdődik.
BETON: A hozzá szükséges anyagok kimérése precíz mérlegrendszereken történik. A receptúrák számítógépen tároltak és a kimért adalékanyagok tulajdonságai folyamatosan rögzítettek. Ezek mennyiségeit rendszeresen elemzik. Naponta többször meghatározzák a folyamat megbízhatóságát jelző Cpk-értéket. Ez a kimért mennyiségek (adalékfrakciók, cement, víz, folyósítószerek stb.) előírt értékének átlagtól való eltérését és azok szórását jellemzi. Ennek eltolódása a folyamatok romlását jelzi előre. A beton konzisztenciája az alkalmazott technológia függvénye. Késői kizsaluzáskor a beton kevésbé érzékeny a víztartalomra, de az olyan technológiáknál, ahol a formát szinte azonnal lehúzzák a termékről vagy a termékeket elválasztó alkatrészeket hamar kihúzzák, ott igen kis tűrésmezőt kell betartani. A betonkeverők diagnosztikai eszközökkel ellátott modern gépek, a keverést végző vezérlő számítógépek távfelügyelettel rendelkeznek és a szoftverek a minél egyszerűbb kezelést biztosítják.

Hosszú pados gyártás
FESZÍTŐHUZAL: Az alkalmazott acélok nagy szilárdságúak, magas széntartalommal. Méreteik Ø3-tól általában Ø10-ig terjednek. Felületük bordás, különféle mintázatokkal. A technológia függvényében lehetnek előre, adott hosszra legyártottak menetes véggel vagy tekercsben szállítottak, melyeket a gyártó vág le a kívánt hosszra.

Rövid pados gyártás
SZERELVÉNYEK: Az alkalmazott lekötési rendszereknek megfelelően (GEO, Vossloh, PANDROL stb.) a szükséges alkatrészek beépülnek a betonba. Majd a kizsaluzást követően a rendszer fennmaradó elemei is az aljakra kerülnek. A szerelvények egy másik része a vasalás részeként (kengyelek, spirálkengyelek, véglezáró vasalatok) erősíti a betont, illetve gátolják a repedések továbbterjedését.

Huzal sablonba rakása és feszítése (ipari robotokkal)

Automata kizsaluzó berendezés Lábatlanon
ADALÉKSZEREK: Rendkívül változatosak. Egyrészről a beton tulajdonságait módosítják, másrészt a kizsaluzási folyamatokat könnyítik.
TECHNOLÓGIAI LÉPÉSEK
Alapvetően kétféle gyártási megoldás jött létre, a hosszú és a rövid pados változat. A félhosszú pados megoldás a rövid változat egy speciális esete.
A gyártási rendszerek a kevesebb fizikai dolgozó, nagyobb gépesítés irányába tolódnak. Az ipari robotok egyre jelentősebb teret hódítanak, először az emberek számára legnagyobb összpontosítást igénylő és fárasztó munkafázisok helyére kerültek, de felfutásuk töretlen. Újabban a kitérő gyártás gyártólemezeinek furatkiosztásánál is alkalmazzák őket, a dűbeltartó csapokat egy robotkar helyezi fel erős mágnesek segítségével az előre tárolt koordináták alapján. Az egyes állomásokon található egységek vezérlése felhő alapú hozzáféréssel rendelkezik, mellyel a világ bármely pontján lévő mérnökök be tudnak avatkozni és meg tudják oldani az esetlegesen felmerülő problémákat. Az autóiparban alkalmazott lean alapú (5S, KAIZEN, 6szigma stb.) technikákkal is találkozhatunk. A dolgozók nagyfokú bevonásával a folyamatok jobbá tétele is megvalósítható.
Feszítőerő-ellenőrzés
A technológiai lépések röviden és vázlatosan – a teljesség igénye nélkül – a következők:
Feszítőhuzal-vágás és adagolás. Itt a huzal sablontestbe juttatása a cél, és már elkezdődik a beépülő szerelvények sablontestbe helyezése. A kimérés automatizált, hosszú padoknál +/-10 mm, rövidnél +/- 1 mm-es tűréssel. Az elhelyezést valamilyen ideiglenes rögzítés segíti, amely előkészíti a következő lépést, ami a feszítés.

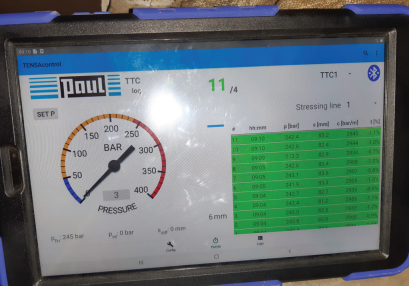
Feszítőpuska bluetooth kapcsolattal
Feszítés. A feszítőerő sablonra engedése történhet ék- és hüvelypárokkal feszítő puskával, menetes huzalnál nyomatékkal, vagy csoportos feszítésnél egy fémtömbbe fűzött huzalköteg hidraulikus meghúzásával. A húzóerő termékspecifikus, a meghúzási erőt a fejlettebb rendszerek eltárolják és huzalonként, gyártási idővel és sablonszámmal együtt visszakereshetően megőrzik.

Robotok a feszítőhuzal manipilációjára
A feszítés adatai statisztikai módszerekkel elemezhetők, belőlük kiolvasható a feszítőgépek állapota, a huzalok megnyúlásából pedig közvetve az acél anyagminőségére és annak időbeli változására is adatokat kapunk. A folyamatban részt vevő alkatrészek élettartama jól modellezhető, a cserealkatrészek időben megrendelhetők. A lábatlani gyárunkban használt rendszer feszítőpuskája bluetooth-kapcsolaton keresztül kommunikál a tápegységgel és a kijelzővel (ami egy mobilis tablet). Az adatok folyamatosan tárolódnak. A gépkezelő pedig feszítésenként látja a folyamat eredményét (zöld színnel ok, piros nem ok).
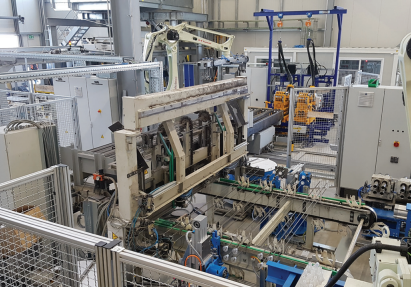
Nagyfokú automatizáltság a gyártósoron
Betonozás és érlelés. A pontos betonmennyiséget adagolócsigákkal mérik ki. Itt is nyomon követhető a csatornákba bevitt mennyiség. Az érlelés megadott sémák alapján a cement SO3 -tartalmának függvényében, előre beállított hőfokon történik. Az érlelőkamrákban elhelyezett érzékelők jeleit a vezérlés adott hőmérsékleti határok között tartja. Az érlelési görbék lefutása külsőhőmérséklet- és adalékfüggő.

Érlelőkamrák automata vezérléssel
Kizsaluzás, depózás, elszállítás. A megszilárdult termékeket automata gépek veszik ki a sablonokból. Cégünknél ez év elején modernizáltuk a kizsaluzási folyamatot. A régi 50 éves technikát cseréltük le egy modern, más elveken működő gépegységre. Az új gép megkönnyíti a munkát, teljesen automatikus.

Kizsaluzott és szerelvényezett kész aljak
A sínlekötőrendszerek aljra helyezése az egyik olyan folyamat, amit még nem sikerült teljesen gépesíteni. A termékek rakatolása és depóba helyezése félautomata daruhimbákkal történik. Itt az utóbbi időben történtek fejlesztések a depóniák számítógéppel történő nyomon követésére, mivel a nagy termékpalettával dolgozó cégek sokféle termékének jelentős a tárolóhelyigénye és elengedhetetlen a kiszállítás felgyorsítása. A rakatolás miatt az alsó sorokba helyezett termékek néha több hónapig is a helyükön maradhatnak (last in, first out - LIFO), ezt elkerülendő alkalmazzák a nyomonkövető rendszert.
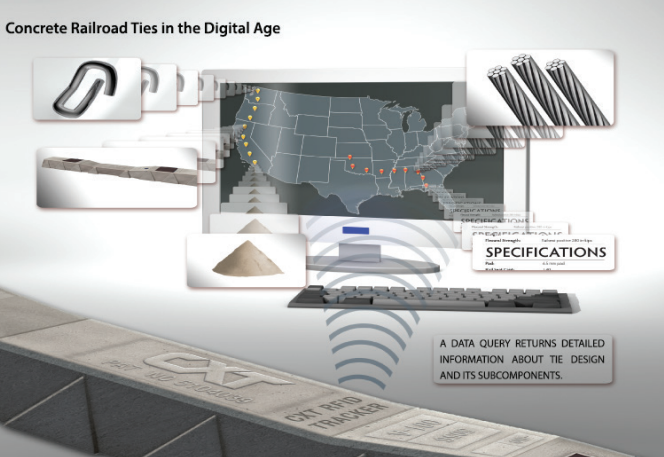
RFID-s azonosítórendszer
Nagyon fontos a gyártott termékek nyomon követhetősége. Újabban kezdenek elterjedni az aljakba épített RFID-rendszerek. Ezek beépítése a vevők kifejezett kérésére történik. Itt a bebetonozott passzív elektronika tartalmaz információt az alj gyártásáról és paramétereiről. Ez az információ egy speciális olvasóval bármikor kiolvasható a lefektetett alj mellől vagy a szerelvényekre szerelt kiolvasófejjel is visszakövethető.
Amint látható, a más ipari területeken alkalmazott, bevált folyamatok a betonaljak előregyártásában is megjelennek. A jelenlegi munkaerőhiányos, ellátásiláncsérülésveszélyes helyzetben minden „up to date” eszközt meg kell fontolni a termelés folyamatosságának és fenntarthatóságának biztosításához.
(fotók: Lábatlani Vasbetonipari Zrt.)
