Dubróvszky Gábor, Dr. Bencze Zsolt, Prof. Dr. Habil Balázs L. György, Dr. Sólyom Sándor, Novoszáth Tamás, Bedics Antal, Szabó János: Szénszál erősítésű feszítőpászmás tartók kísérleti gyártása a Ferrobeton Zrt.-nél
A 2018-1.31.-VKE-2018-00003 Korszerű betonelemek anyagtudományi fejlesztése című projekt keretében az Uvaterv Zrt., a BME Építőanyagok és Magasépítési Tanszék és a Ferrobeton Zrt. közösen azt a célt tűzte ki, hogy olyan feszített tartókat fejlesztenek, amelyek önsúlya és korrózióval szembeni ellenálló képessége a manapság használatos szokványos tartókhoz képest előnyösebb tulajdonságokkal fog rendelkezni.
Az előzetes megbeszélések és egyeztetések alapján a legújabb fejlesztések eredményeinek figyelembevételével a korróziónak ellenálló anyaggal való helyettesítést találtuk célszerűnek, a hagyományos acél pászmák helyett. Hosszas előkészületek után az a döntés született, hogy a japán Tokyo Rope International Inc. által forgalmazott, és az USA-ban szintén kísérleti jelleggel már alkalmazott szénszálas pászma megfelel a hazai kutatásnak.
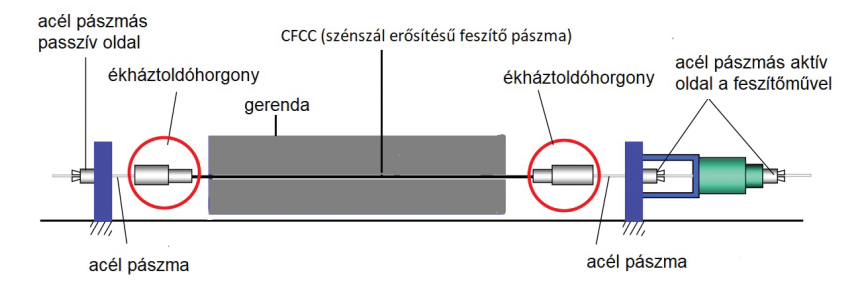
1. ábra Elvi rajz CFCC
A szénszál erősítésű pászmák előnyei és hátrányai
A CFCC (Carbon Fibre Composite Cable) – magyarul szénszál erősítésű pászmáknak nevezhetjük – korrózióval szembeni ellenállása miatt jelentős térnyerése várható azokban az országokban, ahol a vasbeton szerkezeteket valamilyen módon sós permetlé/víz érheti. Ilyen területek nemcsak a tengerpartokon találhatók, hanem nálunk is, mert az országos közúthálózatunkon a téli útüzemeltetés miatt a hidak és a felüljárók tartószerkezetei folyamatosan ki vannak téve a sókorróziónak. A szénszál erősítésű pászma annyiban csökkenti a sókorrózió kockázatát, hogy a sózás miatt megbomlott betonmátrix feszítőbetétre gyakorolt korróziós hatásával nem kell számolni. További előnye, hogy a magasabb feszítőerő (175 kN) miatt kevesebb feszítőpászma kell, amelyek fajsúlya is alacsonyabb az acélpászmáénál. Így nemcsak ezek a tényezők miatt csökkenthető a szerkezet önsúlya, hanem a korrózió védelmében alkalmazott betontakarással is. Az előnyök mellett azonban szót kell ejteni a hátrányokról is. Ez a szénszál erősítésű pászma esetén a merevség. Mivel a szakadónyúlása kisebb, ezért az acélpászmához képest mind a gyártásnál, mind pedig a tönkremenetelnél kedvezőtlenebb tulajdonságai vannak. A rendszer végleges értékelése szempontjából a kedvező és a kissé kedvezőtlen tulajdonságokat együttesen kell értékelni.
Gyártás
A gyártás előkészítésekor azt terveztük, hogy a szénszál erősítésű pászmákat gyártó cég képviselőinek magyarországi látogatása és bemutatója után a japánok szakmai felügyelete mellett gyártjuk le az FPT-45-ös 8,8 méteres tartókat, majd az 1 db nagy fesztávolságú gerendát. A gyártás megszervezése a kialakult járványhelyzet miatt elhúzódott. Az anyagok Japánból történő beszerzése kis csúszással, de zökkenőmentesen történt. A gyártástervezés során a konzorciumi tagok az első szakaszra 6 db kis méretű tartó (3 db normál és 3 db könnyűbetonos tartó különböző pászmaképpel) gyártását tűzték ki célul. Mivel a szénszál erősítésű anyagok feszítési technológiája hazánkban gyermekcipőben jár, ezért azt is elhatároztuk, hogy nemcsak normál, hanem könnyű adalékanyagos beton tartókat is készítünk már az első fázisban, hogy a pászmák tapadását és bebetonozott viselkedését is jellemezni tudjuk. A feszítéshez elengedhetetlenül fontos technikai részletek (pl. a pászmák sodrási iránya) tisztázása után az UVATERV meghatározta a feszítőerőket. Az acél FP100/1860- as pászmák esetén 130 kN, míg a szénszál erősítésű CFCC 15,2-as pászmák esetén 175 kN volt a tervezési érték.

2. ábra Előkészített ékháztoldók
Az 1. ábrán látható a feszítési eljárás vázlata. A kritikus részt az eltérő tulajdonságú pászmák kapcsolati rögzítése jelenti. Ennek a technológiai megoldásnak (2. ábra) a kialakítása közel 2 évébe került a japán cégnek. Mivel a pászmák toldása kézi módszerrel történik, ezért a munkafolyamatok élő munkaerő igénye drasztikusan megnőtt. Egyszerű pászmatoldás az eltérő anyagtulajdonságok miatt nem volt kivitelezhető, mert az acélokhoz alkalmazott ékek feszítéskor károsíthatják a szénszál erősítésű pászmát.
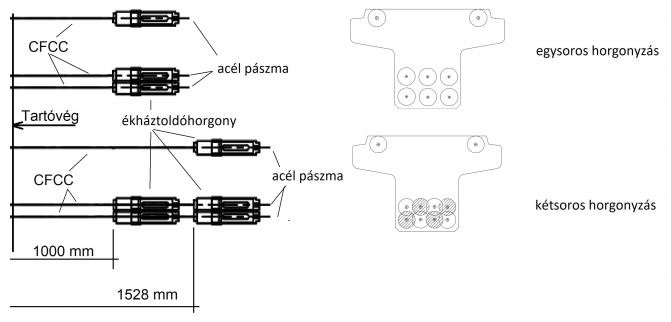
3. ábra Variációk CFCC összekötésére
A pászmatoldásokhoz alkalmazott szerkezet helyigénye (3. ábra) a gyártópad kihasználtságát nagyon lerontja. Ezért döntöttünk a kisebb FPT-45-ös tartó gyártása mellett, mert a pászmaképük is egyszerűbb. Egy 40 méteres tartó esetén már 4-5 soros pászmacsoportokkal kell dolgozni. A 3. ábrán látható toldáselhúzás miatt egy 100 méteres gyártósoron csak 1 db tartó lenne gyártható, amely nagymértékű pászmaveszteséget okozna. Így nemcsak a megnövekedett munkaóra, hanem az alacsonyabb kihasználtság is csökkentette a szénszál erősítésű pászma hatékonysági mutatóját a kísérletben. Természetesen a technológia fejlődésével ezen mutatók nagymértékben javíthatók lesznek, de a kutatás ezen fázisában nem ez volt az elsődleges szempont. A gyártás előkészítése után 2020 nyarán megtörtént a tartók gyártása. A gyártás során nem következett be rendkívüli esemény, amely befolyásolta volna a tartó minőségét. A tervezett acél- és szénszál erősítésű vázak elkészítése után mind a normál, mind a könnyűbetonos tartókat beöntötték. A tartók utókezelése a szokásos módon történt. A gyártást követően a BME Építőanyagok és Magasépítés Tanszék munkatársai kísérleteket végeztek a tartókon. A mérések eredményei és a 2. fázis előkészítése után minden akadály elhárult, hogy az idénre tervezett nagy méretű tartók gyártása a pályázatban vállalt határidőkre megtörténjen.
KÖSZÖNETNYILVÁNÍTÁS
A cikk szerzői köszönetet mondanak a VKE 2018-1-3-1_0003 „Korszerű betonelemek anyagtudományi fejlesztése” című pályázaton keresztül kapott kutatási támogatásért.
(fotó: a szerző)
