Dr. Bencze Zsolt: Nehézbeton made in Hungary
2019-ben megbízást kapott a Ferrobeton Zrt. a Mirrotron Kft.-től, hogy a svédországi Lundban épülő ESS projekt protongyorsító proton-forrás bunker (1. kép) részéhez gyártson speciális nehézbetonelemeket. A projekt megvalósulási fázisában betontechnológia részről dr. Nehme Salem Georges és mint tervező Sebestyén Krisztián vett részt.
Az előkísérletek 2019 augusztusában kezdődtek, ennek célja a gyártástechnológiai nehézségek feltárása és az anyagtulajdonságok megismerése volt. A tömeggyártás 2020 márciusában kezdődött és az első ütem, amelyben közel 170 elem készült, június közepéig tartott. Ezután több fázisban, illetve ütemben gyártják le a protonforrás-bunker további tömegbetonburkoló elemeit.
Az előkísérletek tapasztalatai
A keveréktervezés és optimalizálás mellett fontos szerepet kapott a gyártástechnológia is, mivel az előzetes tervek szerint az elemek elvárt sűrűsége 3700 kg/m³ volt. A „normál” betonhoz képest nehezebb elemek gyártása nemcsak öntési, hanem belső szállítási kérdéseket is felvetett, ezeket csak úgy tudtuk áthidalni, hogy a gyártás egy részét – a nehezebb elemeket – csarnokon kívüli új gyártóterületre koncentráltuk, ahol a 20+ tonnás elemek is könnyebben kezelhetők, mint a csarnokban. Első pillantásra ez nem egy olyan tömeg, amelyet ne lehetne csarnokon belül is mozgatni, de a gyártócsarnok darukapacitása tandemüzemre van méretezve, nem pedig arra, hogy 1 pillérközben kelljen ekkora terhet önmagában mozgatni. Egy 6 m³-es elem, ami „csupán” 2 m x 3 m x 1 m -es befoglaló méretekkel rendelkezik, viszont már több mint 20 tonna.
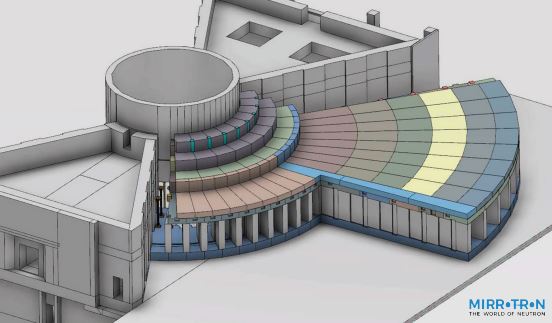
1. kép A bunker 3D-s modellje a nehézbeton falakkal és födémekkel (forrás: https://europeanspallationsource.se)
Az alapanyagként felhasználható ércek és ércszármazékok, a cement kiválasztása és vegyi, valamint sugárvédelmi elemzése, illetve értékelése után határoztuk meg a receptúrát, amivel a mintaelemeket elkészítettük.
A megrendelő által elvárt ±5 mm pontos elemtűrés az építményben alkalmazott technológiák miatt volt szükséges. Az elemek mérettartása nélkülözhetetlen a reaktor össze- és szétszerelésekor, ugyanis az egyik alapfeltétele az volt ennek a létesítménynek, hogy a lehető leggyorsabban szét tudják szedni, ha valamilyen problémát észlelnek a kísérletek alatt.
A mintaelemek gyártása során jelentősebb problémába nem ütköztünk, így a megrendelő által megtekintett mintadarabok elfogadását követően 2020 márciusában sor kerülhetett a tömeggyártás beindítására.
A kísérleti elemek öntésekor közel egyenletesnek mondható gyártási hőmérséklet volt. A bedolgozott frissbeton hőmérsékletéhez képest sem a vázak, sem a sablonok és sem a levegő hőmérséklete nem tért el 10 °C-kal. Ennek ellenére a szilárdulást követően hajszálrepedések jelentek meg a simított részen. Ezt a felület kialakítása során alkalmazott technológiának tulajdonítottunk és ezért mind az utókezelésen, mind a bedolgozási technológián változtattunk. A keverési időigény a speciális összetétel miatt igen hosszúnak bizonyult, amelyet nem tudtunk leszorítani.
A tömeggyártás tapasztalatai
Az alapanyagok beszerzése a nukleáris határértékek megfeleltetése miatt kapott „kritikus út” jelzést. Az előzetes félelmekkel ellentétben azonban, az eddigi vizsgálati eredmények alapján, nem okozott gondot a megfelelő acéltermékek beszerzése. Minden szállítmányt külön-külön ellenőriztettünk vegyi összetételre. Ennél a projektnél a Ni- és a Co-tartalom határértékeit maximalizálták. A termékek gyártásütemezés megtervezésénél egy fokozatossági elvet követtünk, amelynek a végére tettük a legbonyolultabb és a legnehezebb elemet. A projekt eredeti terveihez képest egy újdonság is szerepet, illetve helyet kapott egyes elemekben. Ez egy 100 mm vastag bórkarbidos (B4C) betonhomlok, amelynek sugárzási tulajdonságairól az ESS honlapján bővebben olvashatnak: https://sine2020.eu/about/the-road-tothe-ess/pe-b4c-concrete.html
A sugárzási forrás felőli oldalon ez a homlokkialakítás több gyártástechnológiai kérdést/nehézséget is felvetett, amelyeket sikeresen megoldottunk. Többlépcsős öntési technológiát alkalmazva nemcsak törtvonalú tartókat, hanem nagy térfogatú kirekesztésekkel rendelkező elemeket is sikeresen öntöttünk (2. kép).

2. kép Az AW 183-as jelű elemek öntése
A nehézséget maga a nehézbeton önsúlya jelentette. Sok esetben a hagyományos tálcás zsaluzási technológiák nem voltak kellően stabilak és állékonyak, ezért többlet támasztásokat kellett betervezni. Volt olyan esetünk is, amikor az egész oldalt mágnesestől, megtámasztásostól felemelte, majd kidöntötte a friss nehézbeton. Szerencse a szerencsétlenségben, hogy a kötésideje viszont nagyon hosszú, így volt időnk újrazsaluzni és -önteni az elemet. A legbonyolultabb elemet utoljára hagytuk, hogy kellő tapasztalat és rutin legyen a készítésénél és az öntésénél. A 3. képen a szigetelt csőkígyó elhelyezésének folyamata látható vasvázkötözés előtt. Minden egyes csőnek milliméterpontos pozíciója és egyedi szigetelése volt. Ez az elem ugyanúgy tartalmazott egy bórkarbidos homlokfalat, emiatt úgy kellett elkészíteni a belső részét, hogy forgatás és daruzás közben se változzon a csövek pozíciója.

3. kép Az AW 291-es elem csőkígyója vasvázkötözés előtt
A cikk zárásaként egy-két statisztikai adat a felhasznált anyagokról:
- az első fázisban közel 170 elemet készítettünk, amelyek össztömege 1100 tonna volt,
- a terveken megadott mm-pontos mérettűréseket nem léptük át,
- az elemek átlagos betonsűrűsége 3750 kg/m³,
- az elemek átlagos sűrűsége 3800 kg/m³,
- 10 m³ bórkarbidos (B4C) betont és 323 m³ nehézbetont használtunk fel,
- a teljes projekt mennyisége 2000 m³ nehézbeton.
